English
English Español
Español




Product Introduction
Optical Convergence: The Fundamentals of Ultra Thin Optical Blanks
The Ultra Thin Optical Blank is the essential starting point for the world's most advanced prescription eyewear. These semi-finished or finished blanks are engineered using ultra-high-index polymers that boast a high density of refractive molecules, allowing the material to bend light more aggressively than standard resin. Our blanks are manufactured in a temperature-controlled cleanroom environment using a proprietary liquid casting process. This ensures that the internal molecular structure is uniform, eliminating "hot spots" or refractive index variations that can lead to power errors during the final surfacing process. The "Ultra Thin" designation is achieved through a combination of material science and optimized base curve selection. By providing a flatter front surface, we allow the surfacing lab to minimize the final thickness of the finished lens, especially for high-myopia prescriptions. Each blank is characterized by its high tensile strength, making it ideal for the high-speed generating and polishing equipment used in modern optical labs. Furthermore, our blanks are pre-stabilized through an extended thermal curing cycle, which prevents warping or shifting when the lens is subjected to the heat of the coating process. For labs and distributors, these blanks represent a reliable, high-yield substrate that can be transformed into premium aspheric, progressive, or digital defocus lenses, providing the foundation for high-performance vision correction across the globe.
Specification
| Refractive Indices | 1.61, 1.67, 1.74 |
| Blank Diameter | 65mm, 70mm, 75mm |
| Front Base Curves | 0.50 to 8.00 Diopters |
| Material Stability | Low Thermal Expansion Polymer |
Technological Highlights: Premium Monomers and Coating Integrity
- High-Purity Monomer Selection: We exclusively use high-performance monomers (e.g., MR-series) to achieve superior tensile strength and optical purity, resulting in excellent clarity and minimal risk of yellowing over time.
- Precision Liquid Casting Process: The lenses are produced via a controlled liquid casting method that ensures uniform material density and refractive index consistency across the entire blank, which is critical for accurate therapeutic power zones.
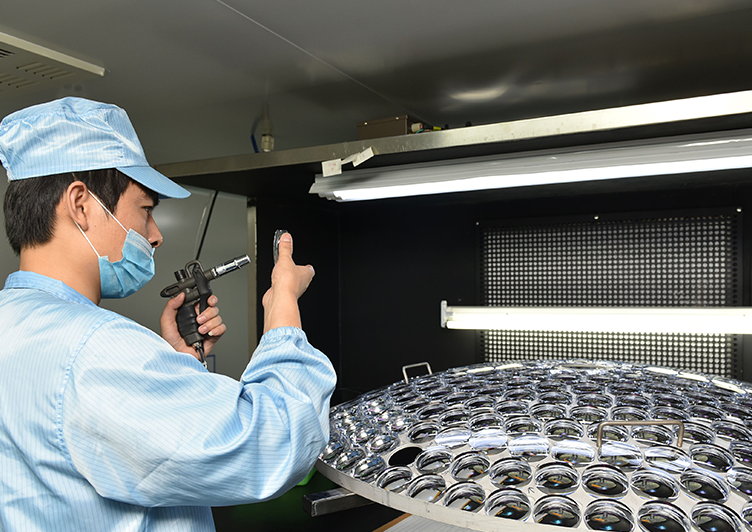
- Advanced Vacuum Multi-Coating (SHMC): Coatings are applied in a high-vacuum chamber, using multiple layers of metallic oxides to create a durable, anti-reflective stack. This process guarantees maximum light transmission and minimal glare.
- Thermal Curing Optimization: A slow and precise thermal curing cycle is employed to maximize the material’s resistance to internal stress, ensuring the finished lens remains stable and optically perfect under varying temperature conditions.
- Integrated Peripheral Defocus Geometry: The therapeutic design is engineered into the mold itself for cast lenses, or applied via digital surfacing for semi-finished blanks, guaranteeing the accuracy and consistency of the myopia control zone geometry.
Application
- RX surfacing labs for custom prescriptions
- Production of high-index aspheric lenses
- Base material for premium progressive surfacing
- Inventory for large-scale optical distributors
Advantage
- Uniform density for precise power generation
- Flatter base curves for aesthetic thinness
- High thermal resistance for stable vacuum coating
-
0+
Years' Experience
-
0㎡
Plant Area
-
0+
Exported to Countries
-
0million lenses
Annual Capacity
Customization
Customized For Your
Business
-
01
Complete Customization Capability
-
02
Professional Lens Architecture
-
03
Functional Coating Customization
-
04
Digital Rx Customization
-
05
Branding & Packaging
-
06
Delivery & Support









Frequently Asked Questions (FAQ)
- Q: What is the refractive index of these blanks?
- A: We offer indices from 1.61 up to the ultra-thin 1.74.
- Q: Are they suitable for freeform surfacing?
- A: Yes, they are specifically designed for high-precision digital surfacing.
- Q: Do they come pre-coated?
- A: We offer both HC (Hard Coated) and uncoated semi-finished blanks.
- Q: What diameters are available?
- A: Standard 65/70/75mm to fit various frame sizes.
- Q: How do you ensure material consistency?
- A: Through a 48-hour controlled liquid casting and curing cycle.
- Q: Are they resistant to yellowing?
- A: Yes, we use high-grade UV stabilizers in the monomer.
- Q: Can these be used for rimless frames?
- A: High-index 1.60 and 1.67 blanks have the necessary tensile strength.
- Q: What is the lead time for bulk orders?
- A: Typically 20-30 days for container-level shipments.
- Q: Do you provide base curve charts?
- A: Yes, full technical charts are provided with every shipment.
- Q: Are they compatible with all surfacing machines?
- A: Yes, they are compatible with Satisloh, Schneider, and other major brands.
Payment and Shipping Policy
- Payment: T/T (Telegraphic Transfer), L/C, or Credit Line for established distributors.
- Shipping: Standard Air Express (UPS/DHL) for RX orders; Sea Freight for bulk orders.
- Packaging: Premium vacuum-sealed individual envelopes to protect the photochromic layer.
- Lead Time: 15-20 days due to the precision required for casting and coating.
Comprehensive Business Information
| MOQ | 500 Pieces (Stock Blanks) |
| Lead Time | 20-25 Days |
| Packaging | Interleaved with protective paper in bulk cartons. |
| Certifications | FDA, CE, ISO9001. |
| Raw Materials | Premium Mitsui Chemicals Monomers. |
| Customization | Specific diameters and custom front curves. |